
This is the first collaboration with Marcel Braun. He needed a machine to squeeze large pieces of hot glass into triangular shapes. It's being built in a very general, expandable way to accomodate future needs. The graphite forming dies are interchangeable
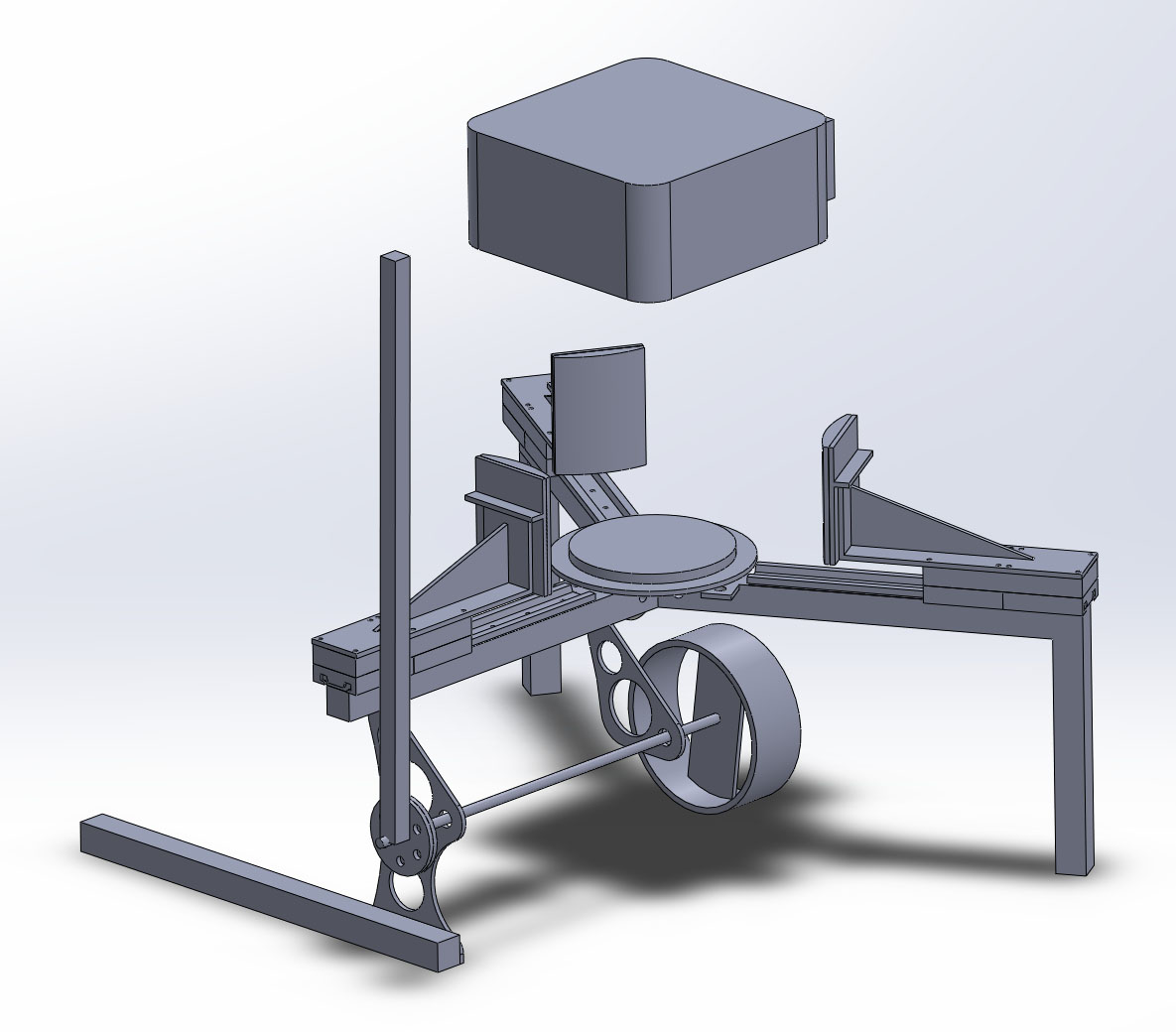
The CAD model

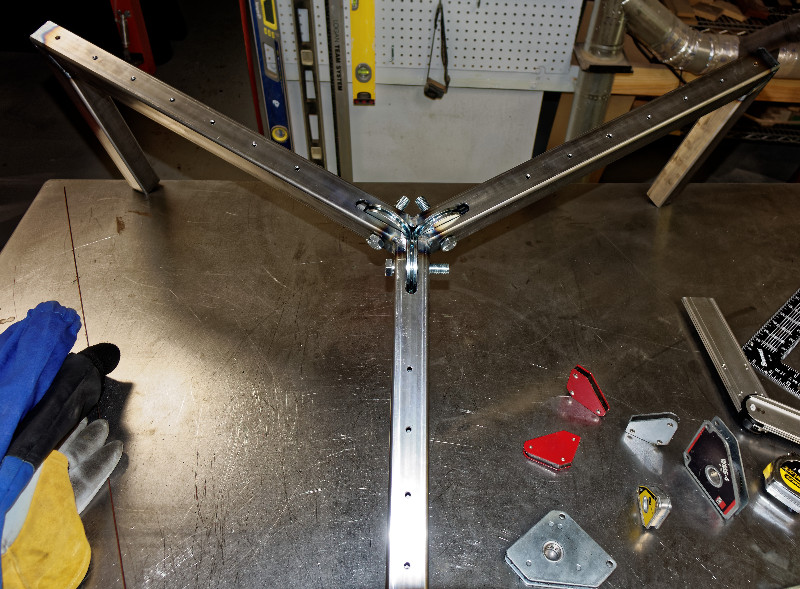
Pieces cut on chop saw. Layout done with digital distance gauge. Center punched and drilled on drillpress. Slots cut with angle grinder

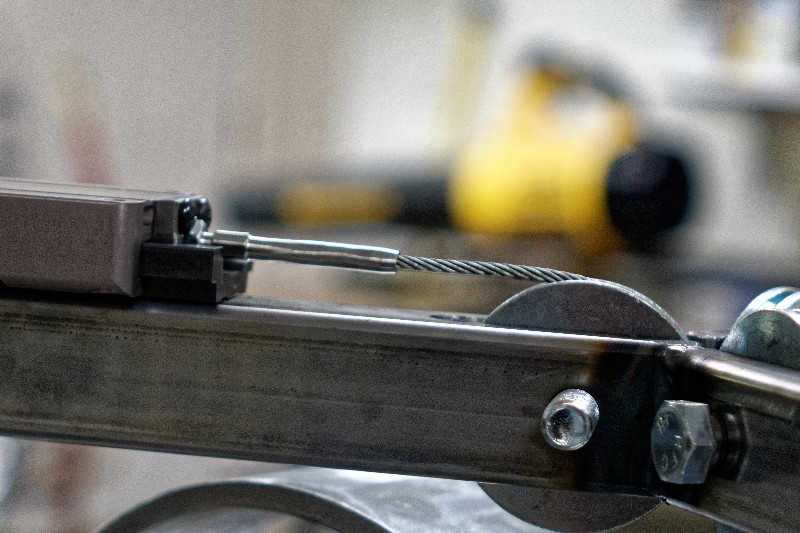
Check fit with cable pulleys

The CNC router can't drill steel, but it can make center marks

Holes drilled on drillpress, following CNC marks

Manually tapped

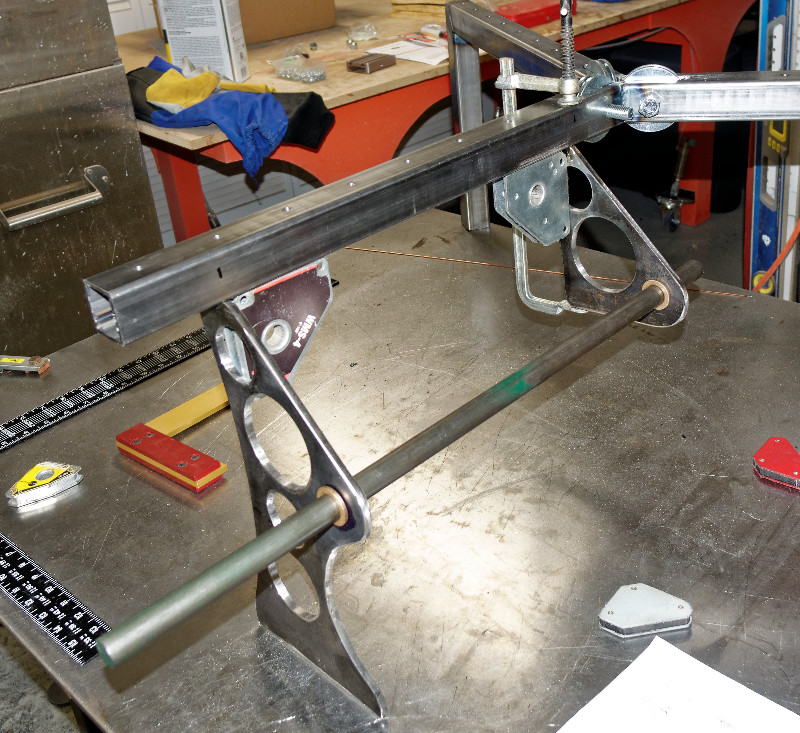
Check fit with slide rail
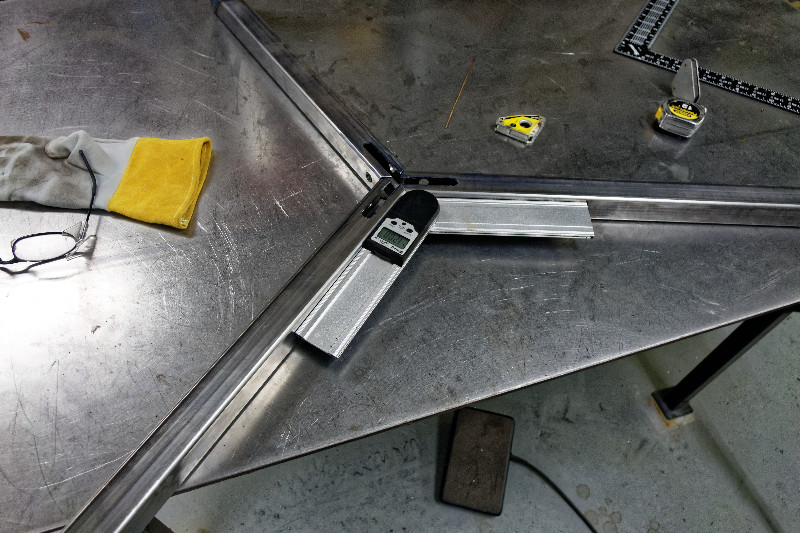
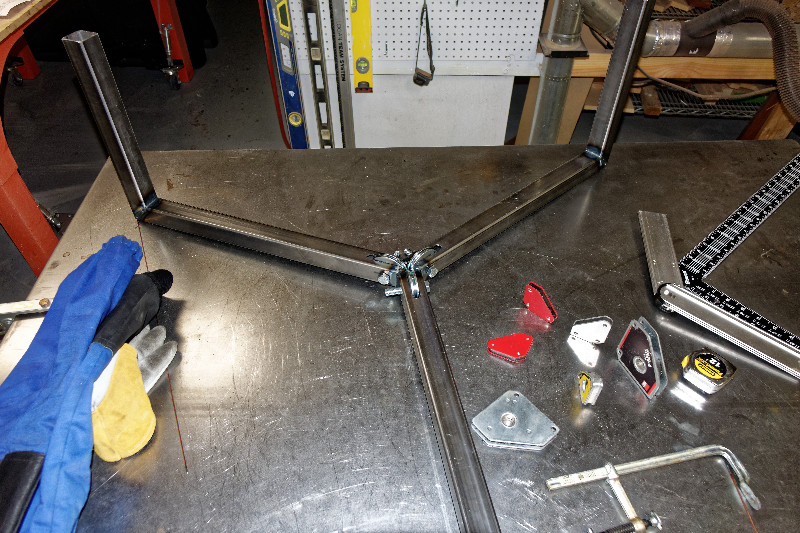
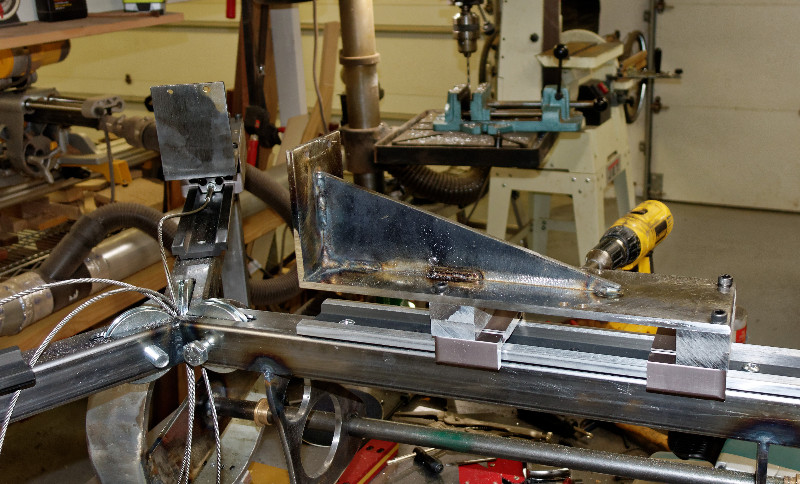
Use digital angle gauge to set up for welding
After welding, insert pulleys and check fit
All is good
I haven't figured out how to mount the plasma cutter to the CNC router, so this is a workaround. Cut some templates

Use the templates to guide the plasma cutter. Crappy cut, maybe I need to change the tip

Cutting jig for holes
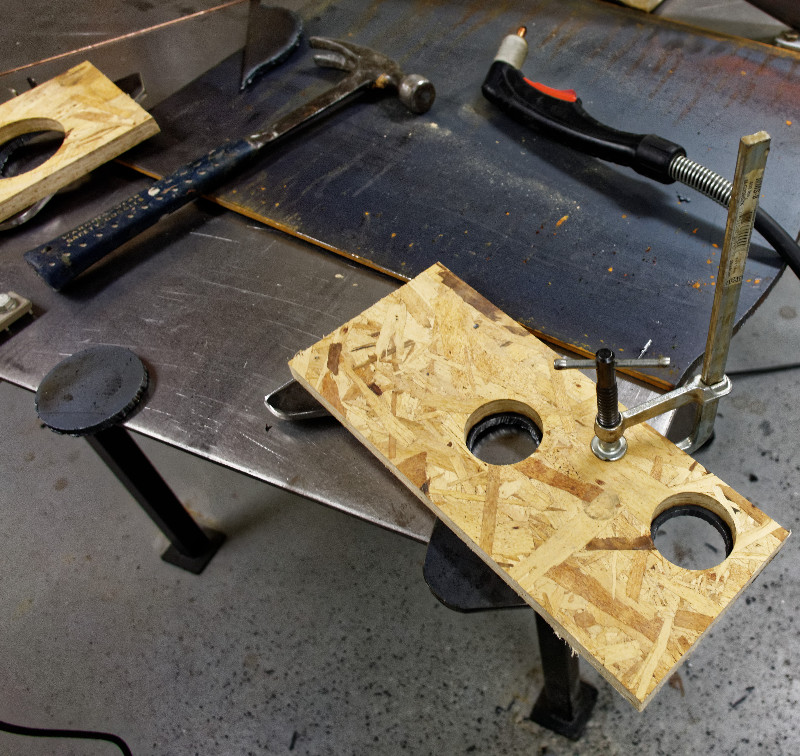
Much nicer cut quality

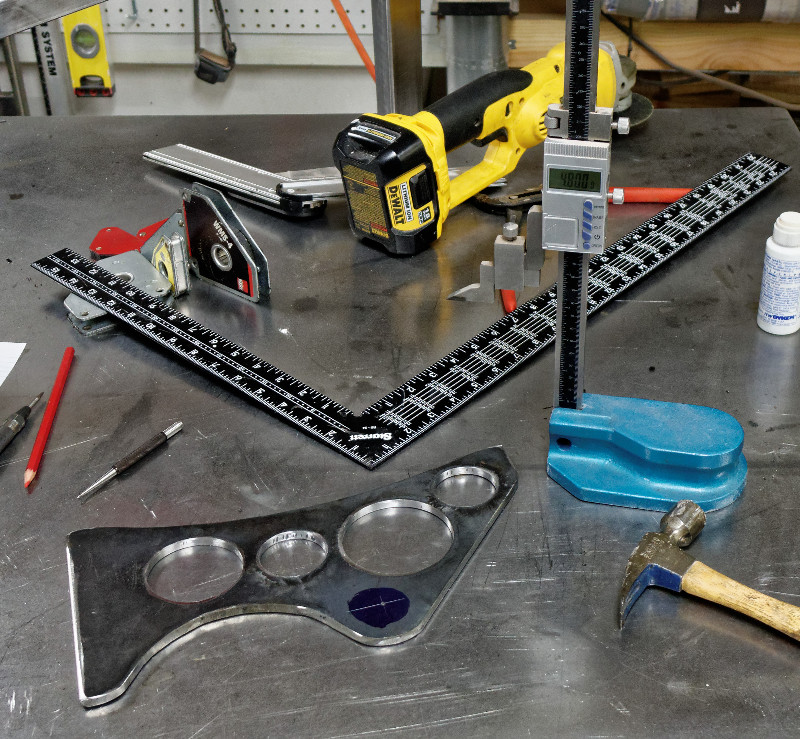
Use sander to finish holes

Finished pieces. No, the design wasn't necessary, boring plain shapes would have worked as well. But, I like design
The bearing hole needs to be more precise, so layout with digital height gauge
Clamped and ready for welding

All is well

An angle grinder can cut 8" steel pipe..slowly

Drum ready for next step
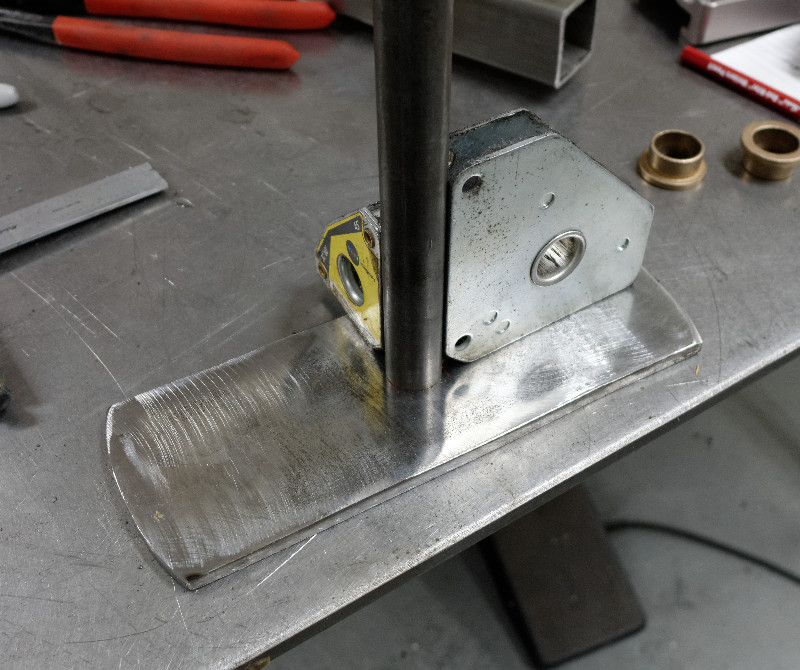
Prepare to weld shaft to drum part
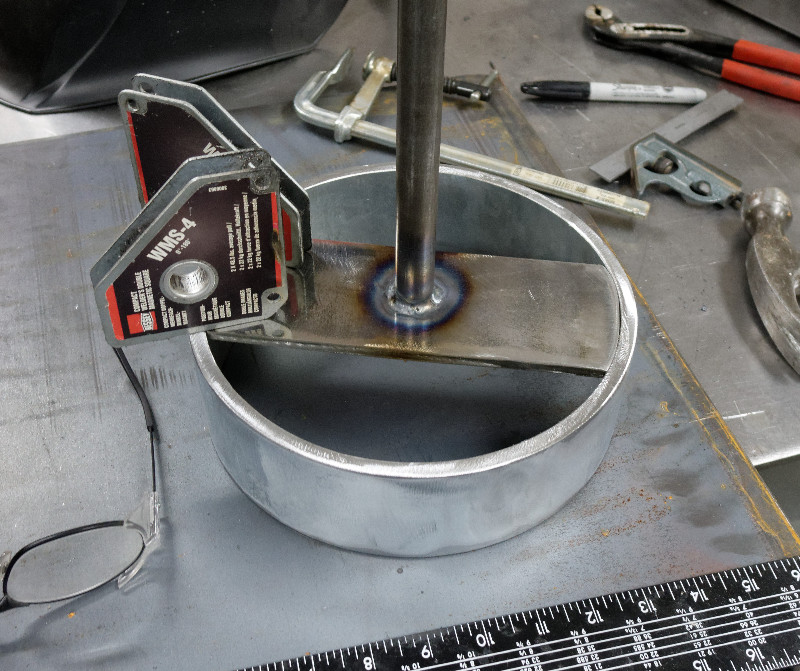
Now weld the parts together

The drum spins fairly concentric and straight for a weldment

Use the CNC router to mark holes

Even when being careful, weldments are never accurate, so fix up the inaccuracies with abrasive machining

The face must be perpendicular to the base
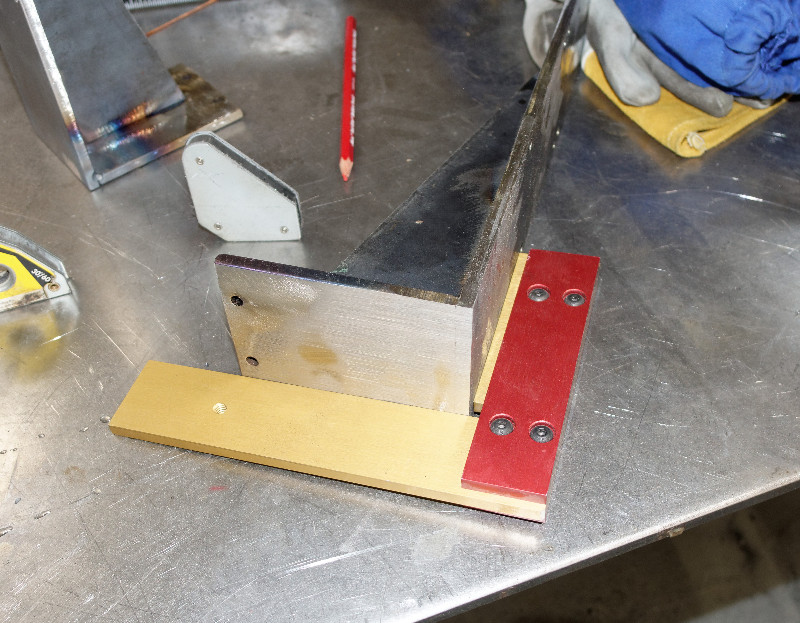
Straight and square
Test fit to see that everything lines up

All is well
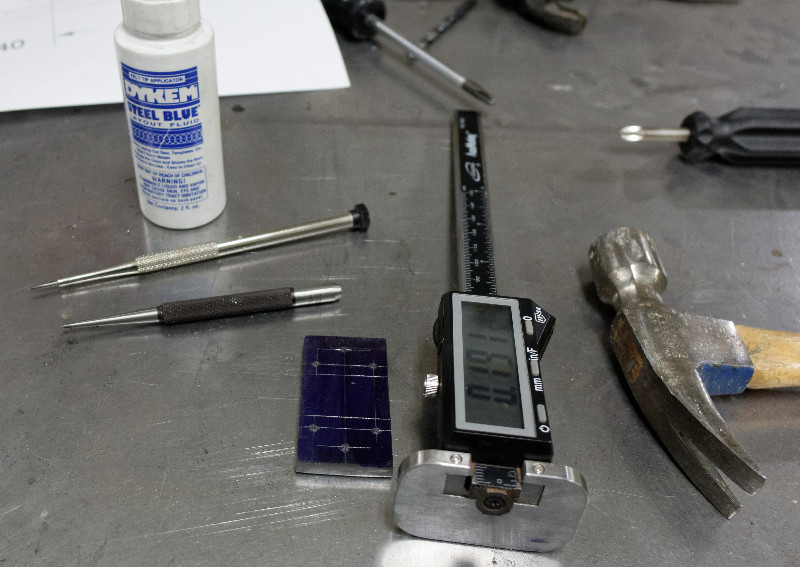
Manual layout the old school way, with Dykem, scribe and center punch. I really need a CNC mill

The tool for crimping the connector on the cable costs $5500. I beat on the connector with a big hammer..hope it holds
Everything lines up

All is well

After much searching and confusion, found a good spring
All springs mounted. Everything works with the mounting screws loose
Problem..When the mounting screws are tightened, everything binds. Try sanding flat
The slides are very precise, well beyond the precision of my shop. We had lots of slides in stock, and they seemed to be a good choice at the time, With 20/20 hindsight, I now realize that this was the wrong decision. The good news is, the machine doesn't need to be super precise, so grind down the rails and loosen tolerances

More trouble. The slides worked because the special coating on the rails worked well with the "Frelon Gold" bearing material (fluoropolymer with metalic particles) on the slide. When the rails were ground down, sanded and polished to a smooth shine, they galled against the bearing surfaces. Hmm..time for a new approach
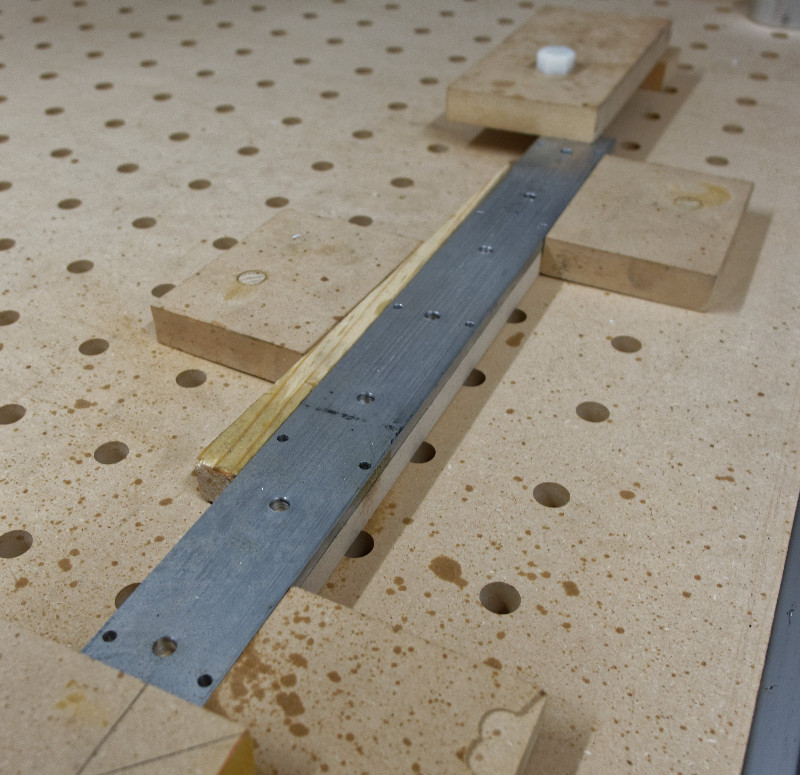
The new rails will be made out of an aluminum base with steel bearing surfaces. The CNC router now has a variable speed spindle. When slowed to 4000 RPM, it can drill aluminum very nicely

Use the aluminum parts as a drill guide, along with wood spacers to transfer holes to steel. The CNC router can't drill steel directly. Then, finish the holes on the drillpress and tap
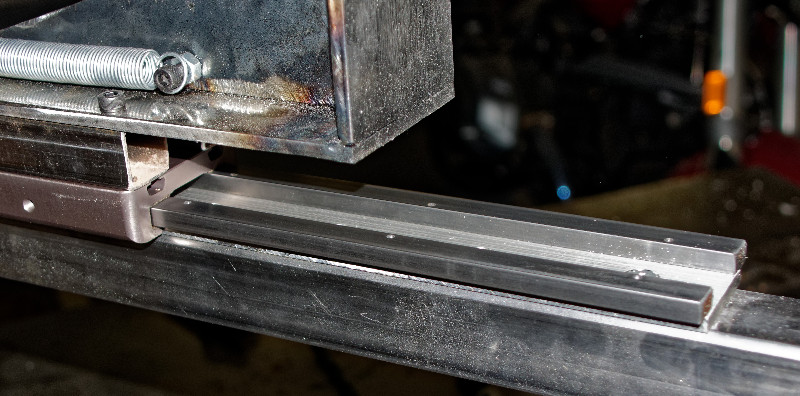
Plan B works perfectly! Little by little, I'm getting close to machine shop precision from the CNC router, drillpress, hand tools and cleverness

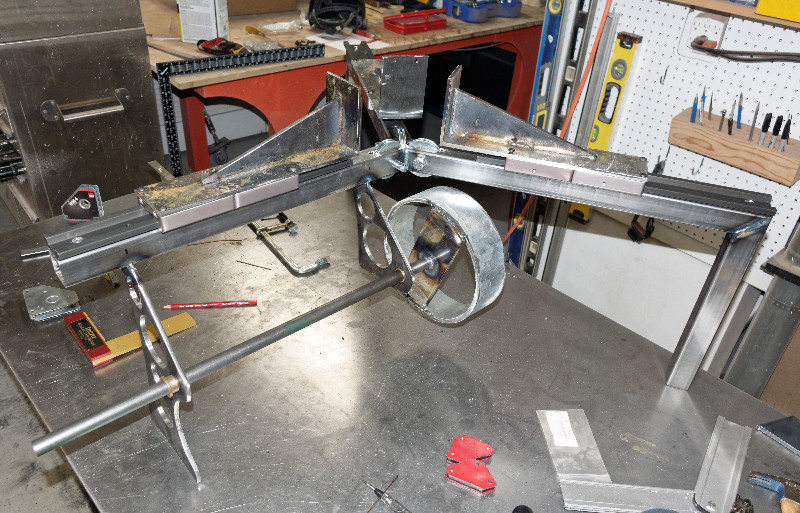
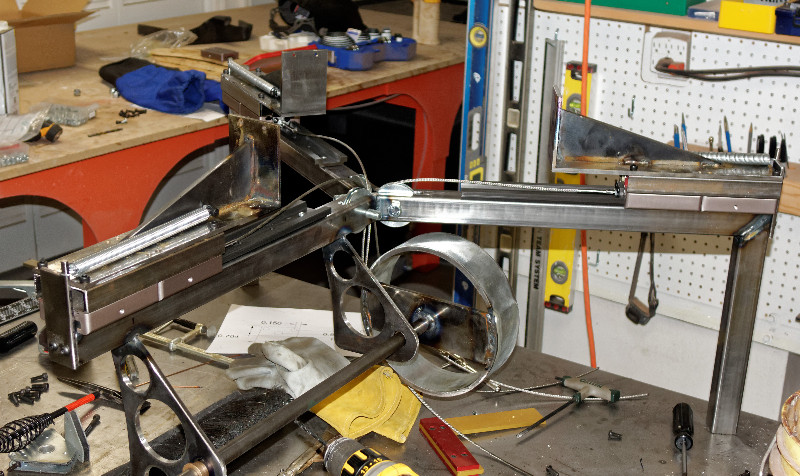
All slides, springs and cables in place
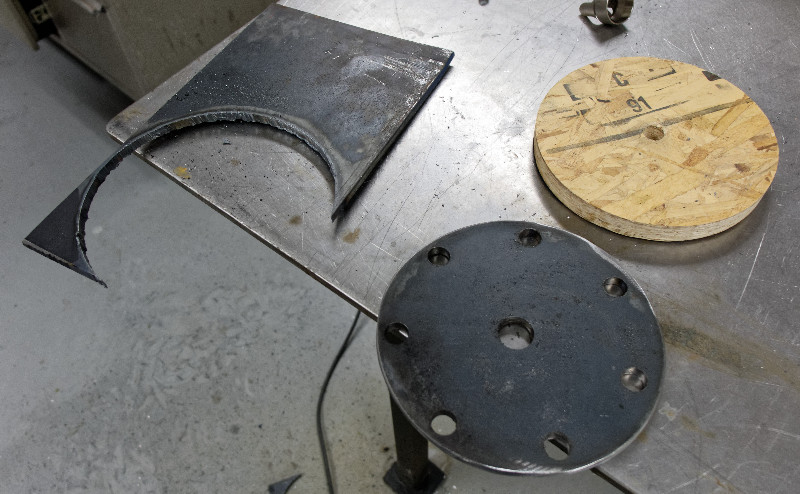
This piece is made of 1/4" steel. The holes were marked on the CNC router and drilled on the drillpress. The shape was cut with a plasma cutter, following a wood pattern that was cut on the CNC router
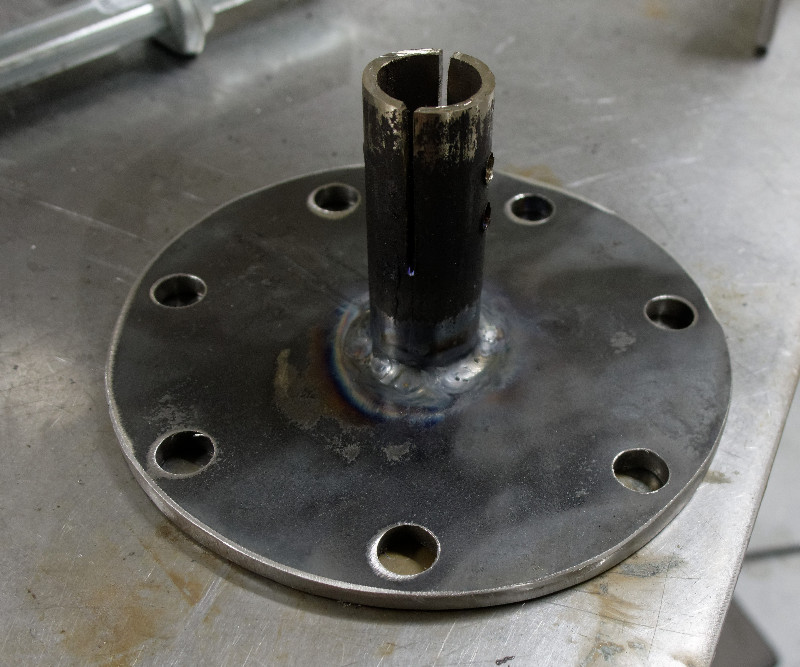
A piece of black iron pipe was slotted, drilled and welded to the plate
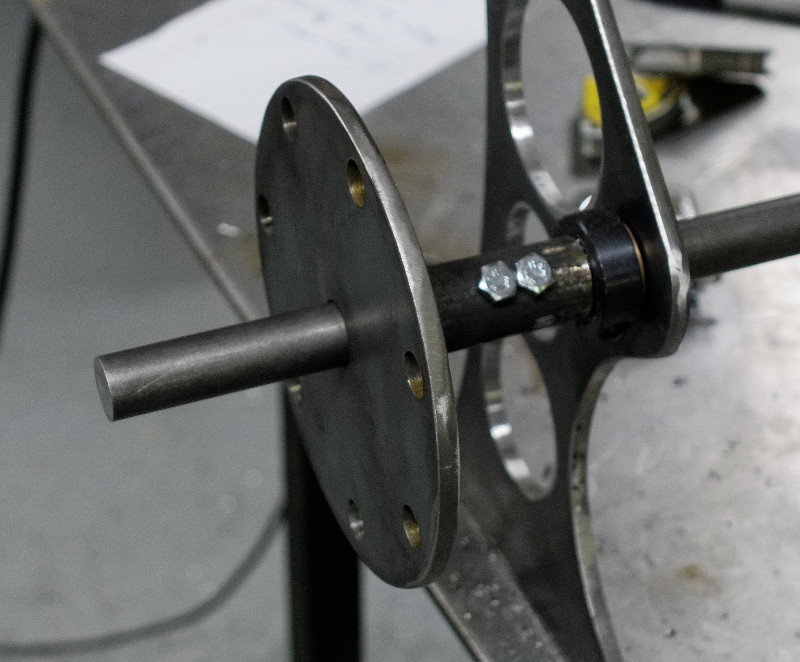
In place on the shaft. This plate has 7 holes

The mating plate has 6 holes, providing many combinations for adjustment

The center support plate is supported by three bolts. adjusted with nuts

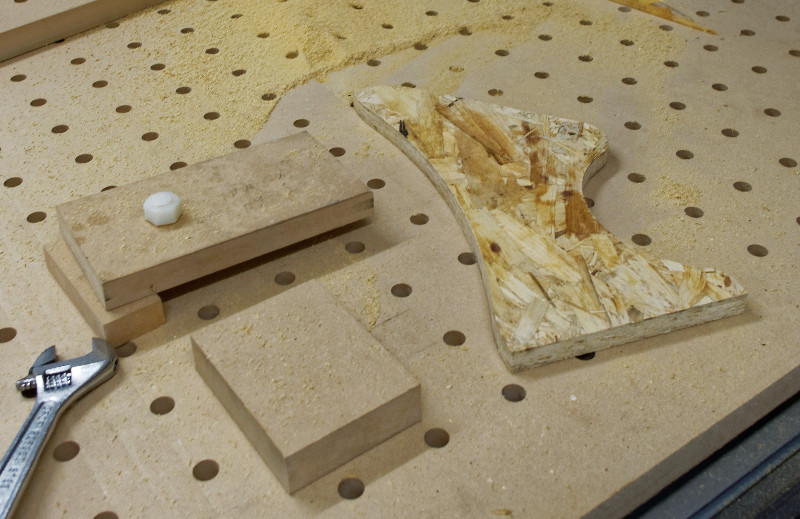
The aluminum alignment block was drilled on the CNC router. The pin was shaped on the belt sander while held in a drill chuck

Quick disconnect graphite backing plate fits over tapered pin and can be secured with thumbscrews if needed

Ready for the CNC machined graphite
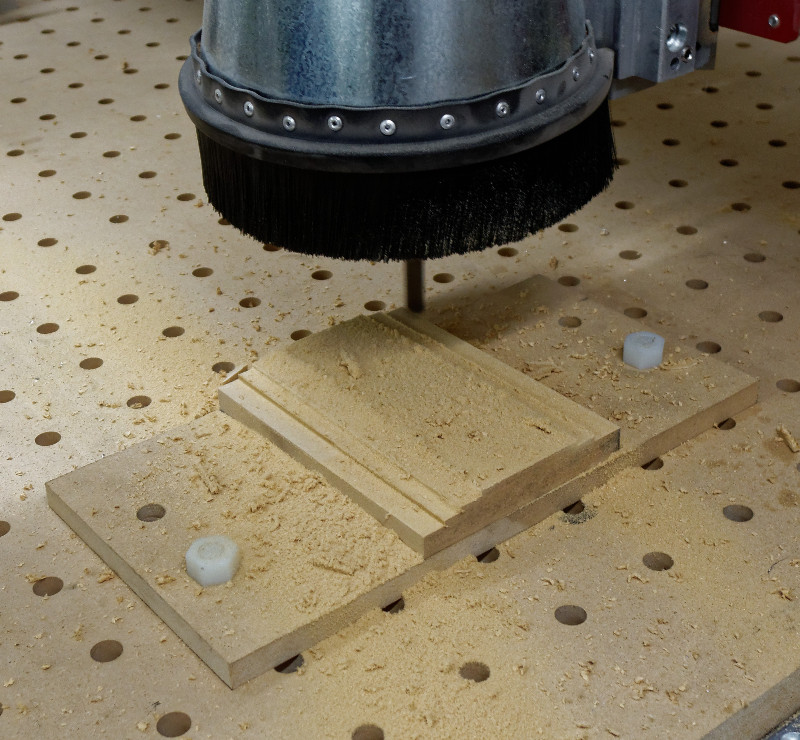
I don't have extra graphite, so check program with MDF
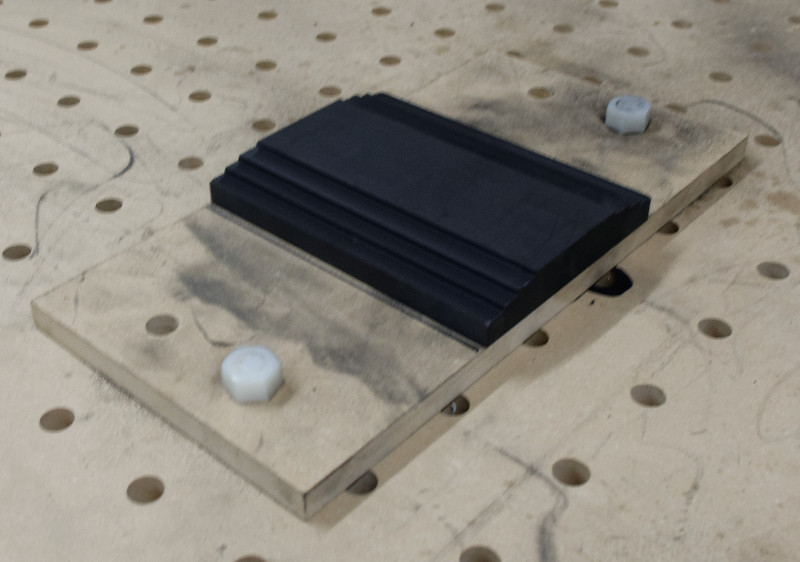
Graphite rough cut

First set of graphite dies complete

I don't have a proper spray booth, but I do have chain and soft steel wire

Base painted with high temperature yellow..My favorite color

The finished project, with three sets of forming dies

A secondary support is provided for the portable electric kiln

Another view

Now .. on to testing!

In place in Marcel's studio
After some minor tweaks and adjustments, the first test was a success!
The machine was used several times the first night, while Marcel developed his technique and came up with ideas for improvement The next day, we all reviewed operation. Although the machine worked, Marcel noticed some flexing in the frame as he pulled the handle (He pulled harder than I expected). Many ideas were discussed

Marcel scrounged around in his junk yard and found a piece of heavy steel diamond plate that fit almost perfectly. Then, he and Samuel Isacks (Sir Pyro) went out in the shop and welded the plate in place. This dramatically increased stiffness

Marcel also wanted more positions on the back stop, as well as a foot pedal option added to the handle. So, he and Pyro went back in the shop to add the mods. A row of welded nuts provided an adjustable back stop

Marcel and Sir Pyro fitting the footpedal

The footpedal was bolted, not welded, to allow for adjustment

The mods worked well, and Marcel continued to use the machine many more times while I was there
First Use
In Action

The added footpedal overpowered the single spring. So, on the next visit, add a second spring with logo

And paint the footpedal

Still going strong in August 2017